- español
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Visión por computadora y sensores visuales: principios de funcionamiento y aplicaciones
Catálogo
¿Qué es la visión por computadora?
La visión por computadora es una tecnología que permite a las máquinas capturar, procesar y analizar imágenes de objetos del mundo real. Combina cámaras, sensores, lentes ópticos, sistemas de iluminación y software de procesamiento de imágenes para recopilar información visual y convertirla en datos útiles para decisiones automatizadas.
En aplicaciones prácticas, la visión por computadora realiza muchas de las tareas de inspección visual y medición que de otro modo requerirían observación humana. En lugar de depender de una persona para mirar un producto y juzgar su estado, el sistema registra una imagen clara del objeto, convierte esa imagen en información digital y examina detalles visuales específicos. Estos detalles pueden incluir forma, tamaño, posición, color, brillo, bordes, patrones y condiciones de superficie. Al analizar estas características, el sistema puede determinar si el objeto cumple con los requisitos predefinidos.
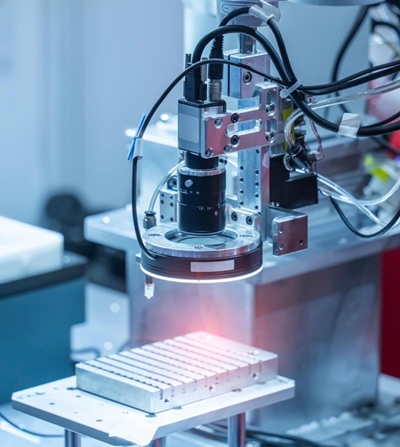
Cómo funciona un sistema de visión por computadora
Un proceso de visión por computadora sigue una secuencia lógica de pasos. Primero, el objeto entra en el área de inspección y se ilumina utilizando una fuente de luz controlada. Una iluminación adecuada ayuda a revelar características visuales importantes y reduce sombras, reflejos u otras condiciones que podrían afectar la calidad de la imagen.
A continuación, una cámara captura una imagen del objeto desde un ángulo y una distancia específicas. La imagen capturada se convierte en datos digitales de píxeles, donde cada píxel contiene información sobre brillo, color o intensidad. Esta imagen digital se transfiere a un sistema de procesamiento de imágenes para su análisis.
El software examina la imagen en detalle identificando bordes, comparando formas, midiendo dimensiones, detectando variaciones de color y evaluando características de superficie. Procesa patrones de píxeles y valores de intensidad para aislar la información más importante. Los datos extraídos se comparan luego con estándares, tolerancias o reglas de inspección predefinidos para determinar si el objeto cumple con los criterios requeridos.
Aplicaciones y beneficios de la visión por computadora
Una vez completado el análisis, el sistema genera resultados que pueden ser utilizados para respaldar una amplia gama de operaciones industriales. La visión por computadora puede realizar mediciones precisas, identificar defectos en la superficie, verificar la calidad del producto, clasificar artículos según características específicas, determinar la posición exacta de los objetos y proporcionar orientación a los sistemas robóticos durante tareas de manipulación o ensamblaje.
Debido a que la visión artificial puede inspeccionar grandes cantidades de objetos de manera rápida y constante, ayuda a mejorar la precisión, la eficiencia y la fiabilidad de la producción. Su capacidad para realizar inspecciones detalladas en tiempo real la ha convertido en una tecnología clave en la fabricación, la automatización industrial, la robótica, el embalaje, la producción de electrónica y los sistemas de control de calidad.
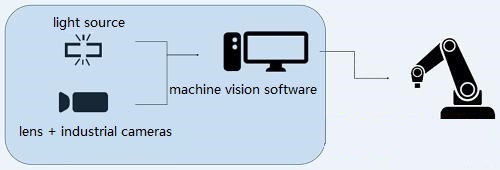
Composición de los Sistemas de Visión Artificial
Un sistema de visión artificial está compuesto por varios componentes de hardware y software que trabajan juntos para inspeccionar, medir, identificar y rastrear objetos automáticamente. Cada componente realiza una tarea específica en el proceso de inspección. Desde el momento en que un objeto entra en el área de inspección hasta el momento en que se toma una decisión, la información fluye a través de una serie de pasos conectados. Estos pasos incluyen detección de objetos, adquisición de imágenes, transferencia de imágenes, procesamiento de imágenes, generación de resultados y control del equipo.
Para una inspección precisa y fiable, cada componente debe trabajar en coordinación. Un retraso en la captura de imágenes, una iluminación deficiente o una posición inexacta pueden afectar la calidad del resultado final. Por lo tanto, el rendimiento de todo el sistema depende de cuán bien estos componentes operen juntos.
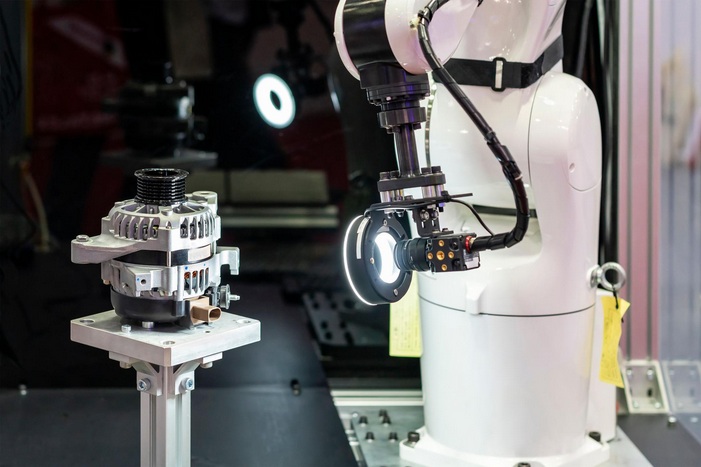
Cámara y Lente
La cámara y la lente forman la sección de adquisición de imágenes del sistema de visión artificial. Su trabajo es capturar una imagen clara y detallada del objeto que se está inspeccionando.
El proceso comienza cuando la luz reflejada de la superficie del objeto entra en la lente. La lente recoge esta luz y la enfoca en el sensor de la cámara. La calidad de este enfoque afecta directamente la nitidez de la imagen. Si la imagen está borrosa, pueden volverse difíciles de detectar pequeños defectos, bordes, marcas o detalles dimensionales.
Después de que la luz llega al sensor, la cámara convierte la imagen óptica en datos de imagen digital. Estos datos consisten en miles o incluso millones de píxeles que representan las características visuales del objeto. La imagen se prepara luego para el procesamiento por el sistema de visión.
Diferentes tareas de inspección requieren diferentes configuraciones de cámara. Un sistema de cámara única puede ser suficiente cuando solo se necesita una vista de un objeto. Sin embargo, los productos con formas complejas a menudo requieren múltiples cámaras posicionadas en diferentes ángulos. Esto permite que el sistema inspeccione varias superficies al mismo tiempo, elimine puntos ciegos y capture información más completa.
Las cámaras de visión artificial están disponibles en varios tipos, incluidas cámaras monocromas, cámaras a color, cámaras de escaneo lineal, cámaras de escaneo de área, cámaras de escaneo progresivo y cámaras de alta resolución. La selección depende de factores como el tamaño del objeto, la velocidad de producción, el detalle de imagen requerido, el campo de visión y la precisión de medición.
Fuente de Luz
La fuente de luz es uno de los componentes más críticos en un sistema de visión artificial porque la calidad de la imagen depende en gran medida de la iluminación adecuada.
Antes de que se capture una imagen, el objeto debe estar iluminado de manera controlada y consistente. El objetivo no es simplemente hacer que el objeto sea visible. La iluminación debe revelar claramente las características que necesitan ser inspeccionadas. Estas características pueden incluir bordes, rayones, grietas, texturas de superficie, caracteres impresos, etiquetas, diferencias de color o límites dimensionales.
Una iluminación adecuada aumenta el contraste de la imagen y hace que los detalles importantes resalten del fondo. Por ejemplo, un pequeño rayón en una superficie metálica puede ser difícil de detectar en condiciones de iluminación normal, pero puede volverse altamente visible cuando se ilumina desde un ángulo específico.
Las tecnologías de iluminación comunes incluyen iluminación LED, iluminación fluorescente, iluminación de fibra óptica e iluminación halógena. Entre estas opciones, la iluminación LED se utiliza ampliamente porque proporciona un brillo estable, una larga vida útil y bajos requerimientos de mantenimiento.
El método de iluminación se selecciona en función de varios factores, incluida la material del objeto, color, textura de superficie, reflectividad, forma y ángulo de inspección. Una iluminación bien diseñada ayuda a reducir sombras, deslumbramientos y reflejos, lo que resulta en una mayor precisión de detección y resultados de medición más consistentes.
Sensores
Los sensores son responsables de detectar la presencia, posición o movimiento de un objeto antes de que comience la adquisición de imágenes.
En una línea de producción típica, los productos se mueven continuamente a lo largo de un transportador o un sistema de manipulación automatizado. La cámara debe capturar la imagen en el momento correcto. Si la imagen se toma demasiado pronto o demasiado tarde, pueden perderse áreas importantes de inspección.
Para prevenir este problema, un sensor monitorea el movimiento del objeto y determina cuándo llega a la posición de inspección. Una vez que el objeto llega a la ubicación designada, el sensor envía una señal de activación a la cámara.
Los tipos de sensores comunes incluyen sensores de fibra óptica, sensores de proximidad, sensores fotoeléctricos y interruptores fotoeléctricos. Estos dispositivos proporcionan información de temporización precisa y ayudan a sincronizar la captura de imágenes con el movimiento de los objetos.
Un disparo preciso reduce los errores relacionados con el movimiento, mejora la consistencia de las imágenes y asegura que cada objeto sea inspeccionado bajo las mismas condiciones.
Tarjeta de Captura de Imágenes
Después de que la cámara adquiere una imagen, los datos de la imagen deben transferirse al sistema de procesamiento. Esta tarea la realiza la tarjeta de captura de imágenes.
La tarjeta de captura recibe señales de imagen de la cámara y las convierte en un formato que la computadora y el software de visión pueden procesar de manera eficiente. Durante las inspecciones a alta velocidad, grandes cantidades de datos de imagen deben transferirse rápidamente y de manera fiable. La tarjeta de captura ayuda a mantener una transmisión de datos estable y previene la pérdida de imágenes.
Además de transferir datos de imagen, la tarjeta de captura puede gestionar varias funciones de la cámara. Estas funciones pueden incluir disparo de la cámara, control de exposición, ajuste del tiempo de integración, sincronización y control del obturador.
Diferentes tarjetas de captura soportan diferentes estándares de comunicación e interfaces de hardware. Las interfaces industriales comunes incluyen PCI, Compact PCI, PC104 y otras plataformas de comunicación industrial. La interfaz seleccionada debe coincidir tanto con la cámara como con el sistema de procesamiento para garantizar un funcionamiento fluido.
Plataforma PC
La computadora sirve como la unidad central de procesamiento del sistema de visión artificial. Recibe datos de imagen, ejecuta algoritmos de inspección, almacena información y comunica resultados a otros equipos.
Una vez que la imagen llega de la cámara, la computadora procesa los datos paso a paso. Puede medir dimensiones, localizar características específicas, comparar patrones, detectar defectos, decodificar códigos de barras o verificar la calidad del producto. Estas operaciones a menudo deben completarse dentro de fracciones de segundo para mantener el ritmo con las velocidades de la línea de producción.
Las aplicaciones que requieren inspecciones rápidas y grandes volúmenes de imágenes suelen utilizar procesadores de alto rendimiento, gran capacidad de memoria y hardware de computación avanzado para reducir el tiempo de procesamiento.
En entornos industriales, se utilizan comúnmente PC industriales porque están diseñadas para funcionar de manera fiable bajo condiciones duras. Pueden soportar polvo, vibraciones, fluctuaciones de temperatura, humedad e interferencias eléctricas, lo que las hace adecuadas para la operación continua en fábricas.
Software de Procesamiento de Visión
El software de procesamiento de visión es el componente que transforma los datos de imagen en bruto en resultados de inspección significativos.
Después de recibir una imagen, el software la analiza utilizando algoritmos especializados. El análisis a menudo sigue una secuencia de operaciones. Primero, el software mejora la imagen y elimina el ruido innecesario. A continuación, identifica características importantes como bordes, formas, patrones, caracteres o regiones de color. Luego realiza mediciones, comparaciones o tareas de clasificación de acuerdo con reglas de inspección predefinidas.
El software puede realizar una amplia gama de funciones, incluyendo medición dimensional, posicionamiento de objetos, lectura de códigos de barras, reconocimiento óptico de caracteres (OCR), detección de defectos, coincidencia de patrones e identificación de productos.
Una vez que el análisis está completo, el software genera resultados de inspección. Estos resultados pueden incluir decisiones de aprobado/reprobado, valores dimensionale, coordenadas de objetos, códigos de identificación, ubicaciones de defectos o comandos de control de máquina.
Algunas plataformas de software están diseñadas para tareas de inspección altamente especializadas, mientras que otras proporcionan herramientas flexibles que pueden adaptarse a diferentes aplicaciones de fabricación y control de calidad.
Unidad de Control Incluyendo E/S, Control de Movimiento y Conversión de Nivel
La unidad de control conecta el sistema de visión artificial al equipo externo y permite que los resultados de la inspección se conviertan en acciones físicas.
Después de que se completa el análisis de imagen, el software envía datos de inspección a la unidad de control. La unidad de control luego se comunica con dispositivos como PLCs, robots, cintas transportadoras, actuadores, controladores de movimiento y módulos de E/S.
En sistemas de inspección simples, la unidad de control puede enviar solo una señal básica de aprobado o reprobado. Por ejemplo, cuando se detecta un producto defectuoso, una señal de salida puede activar un mecanismo de rechazo que elimina el artículo de la línea de producción.
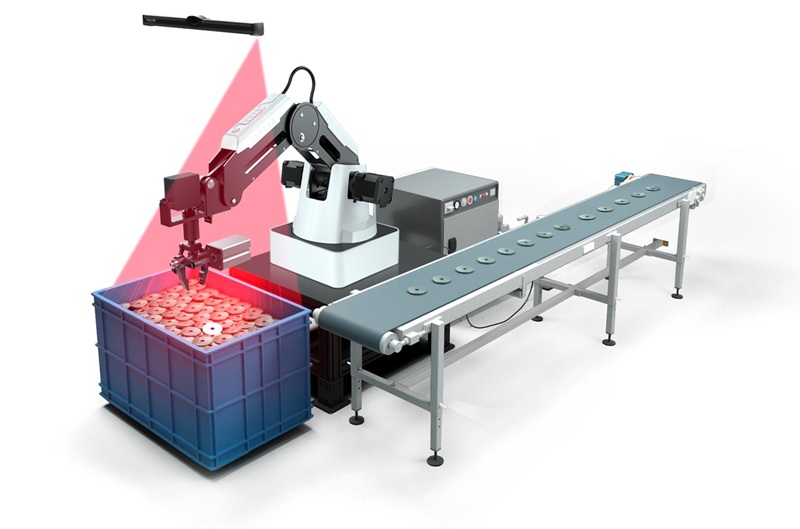
Los sistemas más avanzados requieren capacidades de control adicionales. En aplicaciones robóticas, el sistema de visión puede calcular la posición y orientación exactas de un objeto y enviar estas coordenadas a un controlador de robot. El robot puede entonces ajustar su ruta de movimiento y realizar operaciones precisas de recogida y colocación, ensamblaje o manipulación.
La unidad de control también puede realizar conversión de niveles de señal, asegurando que las señales de comunicación del sistema de visión sean compatibles con el equipo conectado. Al coordinar el intercambio de datos y las acciones de la máquina, la unidad de control permite respuestas automatizadas tales como el rechazo de productos, la guía robótica, la corrección de posicionamiento, la sincronización de procesos y el control de la línea de producción.
Características de la Visión Artificial
La visión artificial ofrece varias ventajas sobre la inspección manual, especialmente en entornos de fabricación donde los productos deben ser verificados de forma rápida, precisa y constante. Durante la inspección manual, los operadores deben observar continuamente las piezas, compararlas con los requisitos de calidad y tomar decisiones basadas en lo que ven. A medida que aumentan los volúmenes de producción, mantener el mismo nivel de atención y consistencia se vuelve más difícil.
La visión artificial aborda estos desafíos utilizando imágenes digitales, análisis automatizados y reglas de inspección predefinidas. Una vez que el sistema está configurado, cada producto pasa por el mismo proceso de inspección y se evalúa usando los mismos estándares. Esto conduce a una mayor precisión, mejor consistencia, velocidades de inspección más rápidas, resultados más objetivos y menores costos operativos a largo plazo.
Precisión
Una de las fortalezas más importantes de la visión artificial es su capacidad para realizar mediciones e inspecciones de alta precisión.
Muchos productos industriales contienen características que son extremadamente pequeñas y difíciles de evaluar con precisión a simple vista. Ejemplos incluyen circuitos electrónicos finos, micro-componentes, agujeros diminutos, espacios estrechos, marcas impresas, uniones de soldadura e imperfecciones en la superficie. Incluso cuando se utilizan herramientas de aumento, la inspección manual a menudo depende del juicio visual individual, lo que puede introducir variaciones en la medición.
Los sistemas de visión artificial analizan imágenes a nivel de píxel. Después de capturar una imagen, el software identifica bordes, esquinas, patrones o puntos de referencia específicos y calcula dimensiones basadas en mediciones calibradas. Esto permite al sistema medir distancias, diámetros, ángulos, posiciones y características de la superficie con un alto grado de precisión.
En aplicaciones como la fabricación de electrónica, la producción de semiconductores, el ensamblaje de dispositivos médicos y el mecanizado de precisión, la visión artificial puede detectar pequeños defectos y desviaciones dimensionales que pueden ser difíciles de identificar mediante inspección manual sola. Este nivel de precisión ayuda a mejorar la calidad del producto y reduce el riesgo de que productos defectuosos lleguen a las etapas posteriores de producción.
Repetibilidad
La visión artificial ofrece resultados de inspección altamente consistentes porque sigue el mismo procedimiento de inspección cada vez.
En la inspección manual, diferentes operadores pueden evaluar el mismo producto de manera diferente. Incluso el mismo operador puede llegar a diferentes conclusiones en diferentes momentos debido a cambios en la concentración, la carga de trabajo o las condiciones de visualización. Estas variaciones pueden afectar la consistencia general del control de calidad.
La visión artificial elimina gran parte de esta variabilidad al aplicar reglas de inspección predefinidas y parámetros de medición a cada producto. Cada imagen se procesa utilizando la misma secuencia de operaciones, y cada resultado se compara contra los mismos criterios de aceptación.
Por ejemplo, si un producto requiere un diámetro de agujero dentro de un rango de tolerancia específico, el sistema mide esa característica utilizando el mismo método para cada ciclo de inspección. El proceso de evaluación permanece sin cambios ya sea que se esté inspeccionando el primer producto o el décimo milésimo producto.
Este alto nivel de repetibilidad ayuda a los fabricantes a mantener una calidad de producto uniforme, estándares de producción estables y un rendimiento de inspección consistente a través de grandes volúmenes de producción.
Velocidad
Los sistemas de visión artificial pueden inspeccionar productos significativamente más rápido que los métodos de inspección manual.
En un entorno de producción, los productos a menudo se mueven continuamente en cintas transportadoras, mesas de indexación o sistemas de ensamblaje automatizados. La inspección debe completarse dentro de un período muy corto sin interrumpir el flujo de producción. La inspección manual puede convertirse en un cuello de botella cuando las velocidades de producción aumentan, especialmente cuando se deben verificar grandes cantidades de productos dentro de un tiempo limitado.
Los sistemas de visión artificial están diseñados para manejar estas condiciones de manera eficiente. Cuando un objeto llega a la posición de inspección, un sensor activa la cámara, se captura la imagen y el software de procesamiento comienza inmediatamente el análisis. Las mediciones, verificación de defectos, comparaciones de patrones y procesos de toma de decisiones se pueden completar a menudo en milisegundos.
Debido a que la captura y análisis de imágenes ocurren tan rápidamente, la visión artificial puede inspeccionar productos en movimiento a alta velocidad en tiempo real mientras mantiene la precisión de la inspección. Esto permite a los fabricantes mantener altas tasas de producción sin sacrificar el control de calidad.

Objetividad
La visión artificial proporciona resultados de inspección basados en datos de imagen medibles en lugar de interpretaciones personales.
Durante la inspección manual, diferentes individuos pueden evaluar el mismo defecto de manera diferente. Factores como el nivel de experiencia, la percepción visual, la presión laboral, las condiciones de iluminación y la fatiga pueden influir en las decisiones. Como resultado, los defectos en el límite pueden ser aceptados por un inspector y rechazados por otro.
La visión artificial sigue criterios de inspección programados. El sistema analiza las características de la imagen, compara los valores medidos con límites predefinidos y genera resultados de acuerdo con las reglas establecidas. Cada decisión se basa en datos de imagen capturados, mediciones numéricas y umbrales programados.
Debido a que el proceso de evaluación no depende del juicio personal, los resultados de inspección son más consistentes a lo largo de diferentes turnos, lotes de producción y condiciones de operación. Esta objetividad ayuda a mejorar la garantía de calidad, el control de procesos y la trazabilidad del producto.
Eficiencia de Costos
La visión artificial puede reducir significativamente los costos de inspección a largo plazo, mejorando al mismo tiempo la eficiencia general de la producción.
En los procesos de inspección manual, se pueden requerir múltiples operadores para inspeccionar productos de manera continua a lo largo de un turno de producción. También puede ser necesario mano de obra adicional para revisar productos cuestionables o realizar mediciones repetitivas. A medida que aumenta el volumen de producción, los costos laborales y las cargas de trabajo de inspección tienden a aumentar también.
Un sistema automatizado de visión artificial puede realizar estas tareas de forma continua con interrupciones mínimas. Una vez instalado y configurado, el sistema puede inspeccionar grandes cantidades de productos mientras mantiene los mismos estándares de inspección. Esto reduce la necesidad de inspección manual repetitiva y permite que el personal se enfoque en tareas que requieren experiencia técnica o mejora de procesos.
Aunque el costo inicial de inversión para cámaras, iluminación, software y equipos de procesamiento puede ser relativamente alto, los beneficios a largo plazo a menudo superan el gasto inicial. Estos beneficios incluyen mayor productividad, menores costos laborales, reducción de errores de inspección, menos productos defectuosos, menos desperdicio de material y mejora de la eficiencia de fabricación.
Como resultado, la visión artificial a menudo se considera no solo como una herramienta de control de calidad, sino también como una tecnología que apoya la reducción de costos, la optimización de procesos y el rendimiento operativo a largo plazo.
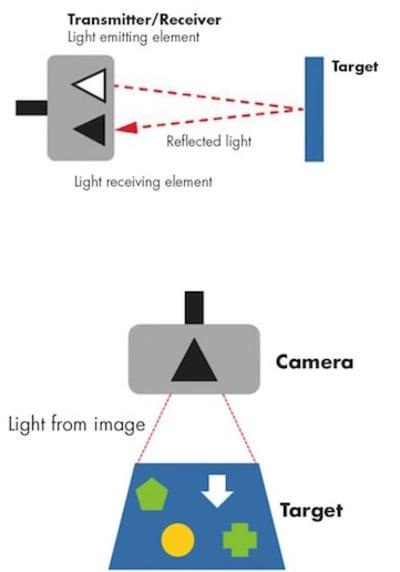
Principio de Funcionamiento de Sensores Visuales
Cómo los Sensores Visuales Recopilan y Analizan Información
Un sensor visual es un dispositivo que captura imágenes de un objeto y convierte esas imágenes en datos de inspección útiles. Sirve como la primera etapa del proceso de visión artificial porque todas las mediciones y resultados de inspección dependen de la calidad de la imagen que se recopila.
En aplicaciones industriales, los sensores visuales se utilizan para obtener información sobre el tamaño, la posición, la forma, la orientación, el área, la ubicación del borde y el centro de gravedad de un objeto. Esta información ayuda a determinar si un producto cumple con los requisitos de calidad, si está correctamente posicionado para un procesamiento posterior o si debe ser aceptado o rechazado.
El proceso comienza cuando un objeto entra en el campo de visión del sensor. La luz de una fuente de iluminación dedicada o del entorno circundante se refleja en la superficie del objeto y viaja a través del sistema óptico del sensor. Los componentes ópticos enfocan esta luz reflejada en un sensor de imagen, creando una representación digital del objeto.
Formación de Imágenes y Detección Basada en Píxeles
En el núcleo de un sensor visual hay un sensor de imagen compuesto por miles o millones de píxeles individuales. Cada píxel recoge luz de un área muy pequeña del objeto y registra información sobre la intensidad de la luz y, en algunos casos, el color.
Cuando se captura la imagen, cada píxel almacena un valor numérico correspondiente a la cantidad de luz que recibe. Las áreas brillantes producen valores de píxel más altos, mientras que las áreas más oscuras producen valores más bajos. Juntos, estos valores de píxel forman una imagen digital completa del objeto.
La cantidad de detalle visible en la imagen depende en gran medida de la resolución del sensor, que está determinada por el número de píxeles disponibles. Un sensor de mayor resolución divide la imagen en más puntos de muestreo, permitiendo que características más pequeñas sean capturadas y medidas con mayor precisión.
Por ejemplo, al inspeccionar una placa de circuito impreso, una imagen de baja resolución puede mostrar solo el contorno general de los componentes. Una imagen de alta resolución puede revelar detalles mucho más finos, como trazas de conductores estrechos, pequeñas juntas de soldadura, marcas de alineación diminutas o defectos superficiales menores. Este detalle adicional mejora la precisión de las mediciones y la capacidad de detección de defectos.
Procesamiento de Imágenes y Extracción de Características
Una vez que se ha capturado la imagen, el sensor visual comienza a procesar los datos de la imagen. El primer paso a menudo implica mejorar la calidad de la imagen reduciendo el ruido, mejorando el contraste y separando el objeto del fondo. Estas operaciones ayudan a garantizar que las características importantes se puedan identificar más claramente.
El sensor luego analiza características específicas de la imagen. Puede localizar bordes, identificar formas geométricas, calcular dimensiones, determinar la orientación del objeto, medir distancias o encontrar el punto central de un objetivo. Durante esta etapa, el sistema convierte la información de píxeles en bruto en datos de medición significativos.
La información extraída se compara con imágenes de referencia almacenadas, estándares predefinidos, límites de tolerancia o criterios de inspección. El proceso de comparación determina si el objeto coincide con los requisitos esperados.
Por ejemplo, el sistema puede verificar si una etiqueta está correctamente posicionada, si un componente está alineado correctamente, si un diámetro de agujero está dentro de la tolerancia, o si una superficie contiene defectos visibles. El proceso de evaluación sigue las mismas reglas programadas para cada ciclo de inspección, asegurando resultados consistentes.
Resultados de Salida y Toma de Decisiones
Después de que se completa el análisis, el sensor visual genera resultados de inspección que pueden ser utilizados por operadores, máquinas o sistemas de control.
Dependiendo de la aplicación, la salida puede incluir resultados de detección de objetos, coordenadas de posición, medidas dimensionales, información de orientación, ubicaciones de defectos, datos de identificación o decisiones de aprobar/rechazar. Estos resultados pueden mostrarse en un sistema de monitoreo, almacenarse para registros de calidad, o transmitirse directamente al equipo de producción.
En sistemas de manufactura automatizada, la salida a menudo se utiliza de inmediato. Por ejemplo, un robot puede recibir coordenadas de posición para una operación de recogida y colocación, un sistema de cinta transportadora puede rechazar un producto defectuoso, o una máquina de producción puede ajustar sus parámetros de operación basándose en los resultados de medición.
Componentes Principales de un Sensor Visual
Un sensor visual integra múltiples tecnologías en un sistema compacto capaz de capturar, procesar y transmitir datos de imagen. Para realizar estas funciones de manera precisa y confiable, varios componentes trabajan juntos a lo largo del proceso de inspección.
Componentes Ópticos
Los componentes ópticos guían y enfocan la luz del objeto hacia el sensor de imagen. Estos componentes pueden incluir lentes, filtros, espejos y elementos ópticos protectores. Su propósito es crear una imagen nítida y estable que preserve detalles visuales importantes.
Unidades Láser
Muchos sensores visuales utilizan emisores láser para generar patrones de luz precisos o líneas de referencia. Estas proyecciones láser facilitan medir distancias, detectar perfiles de objetos y crear información de superficie tridimensional.
Motores de Escaneo y Mecanismos de Escaneo
En aplicaciones que requieren escaneo de área o medición de perfil, los motores de escaneo y mecanismos de escaneo mueven componentes ópticos o dirigen la trayectoria de escaneo a través del objetivo. Este movimiento controlado permite al sensor recopilar datos de imagen desde diferentes posiciones y construir una representación completa del objeto.
Sensores Angulares
Los sensores angulares monitorean la posición rotacional y el movimiento dentro del sistema de escaneo. Ayudan a mantener la precisión de la medición asegurando que los componentes de escaneo operen en el ángulo y posición correctos a lo largo del proceso de inspección.
Sensores CCD Linear
Muchos sistemas de detección visual utilizan sensores CCD lineales (Dispositivo de Carga Acoplada) para capturar información de imagen línea por línea. A medida que el objeto o el sistema de escaneo se mueven, se recopilan líneas de imagen sucesivas y se combinan para crear una imagen completa. Este enfoque se utiliza comúnmente en aplicaciones de inspección de alta velocidad y escaneo de superficies.
Controladores de Sensor y Circuitos de Control Electrónico
Los controladores de sensor y la electrónica de control regulan el funcionamiento de los sensores de imagen, láseres, dispositivos de escaneo y interfaces de comunicación. Manejan el tiempo de las señales, coordinan la adquisición de datos y aseguran un rendimiento estable del sistema durante la operación continua.
Importancia de los Sensores Visuales en la Visión Artificial
Los sensores visuales son una parte fundamental de los sistemas de visión artificial porque proporcionan los datos de imagen requeridos para todos los subsiguientes procesos de análisis y toma de decisiones. Sin una adquisición de imagen precisa, no es posible una medición e inspección confiables.
Al combinar la tecnología óptica, circuitos electrónicos, dispositivos de detección de imágenes, mecanismos de escaneo y funciones de procesamiento, los sensores visuales pueden capturar información detallada sobre los objetos de manera rápida y consistente. Esta capacidad los hace esenciales para aplicaciones como la inspección de calidad, la guía robótica, la medición dimensional, la identificación de objetos, el ensamblaje automatizado y el control de procesos industriales.
Implementación de Sensores Visuales
Los sensores visuales son dispositivos de inspección sin contacto que combinan hardware de imagen, componentes ópticos, circuitos electrónicos y tecnología de procesamiento de imágenes en un solo sistema. A diferencia de las herramientas de medición basadas en contacto, los sensores visuales no necesitan tocar el objeto que se está inspeccionando. La información se recopila capturando y analizando la luz reflejada desde la superficie del objeto.
Este enfoque sin contacto es especialmente valioso en entornos de producción automatizados. Los productos pueden continuar moviéndose a lo largo de una cinta transportadora, rotando sobre un soporte o siendo manipulados por un robot mientras se realizan las mediciones y las inspecciones. Dado que no se requiere contacto físico, no hay riesgo de rayar superficies delicadas, deformar materiales blandos o interrumpir el proceso de producción.
En aplicaciones robóticas, los sensores visuales proporcionan la información necesaria para localizar objetos, verificar posiciones, medir dimensiones, identificar características y guiar movimientos automatizados. Para llevar a cabo estas tareas, los sistemas de visión robótica generalmente dependen de tres enfoques de medición principales: procesamiento de imágenes en brillo, procesamiento de imágenes binarias y medición basada en distancia.
Procesamiento de Imágenes en Brillo: Uso de la Intensidad de la Luz para Extraer Características del Objeto
El procesamiento de imágenes en brillo es uno de los métodos más utilizados en sistemas de visión por computadora. El proceso comienza cuando una cámara captura una imagen del objeto objetivo bajo condiciones de iluminación controladas.
Cada área de la imagen contiene un valor de brillo que corresponde a la cantidad de luz reflejada que llega al sensor de imagen. Las superficies lisas, marcas impresas, bordes, agujeros, rasguños y otras características a menudo reflejan la luz de manera diferente, creando variaciones en el brillo a lo largo de la imagen.
Después de la adquisición de la imagen, la cámara convierte la imagen óptica en datos de píxeles digitales. Cada píxel almacena un valor numérico de brillo, lo que permite al sistema analizar la imagen matemáticamente. El software de procesamiento de imágenes luego examina estos valores para identificar características visuales importantes.
Durante el análisis, el sistema puede localizar bordes, esquinas, líneas rectas, curvas, patrones, caracteres impresos, defectos en la superficie y límites de objetos. Por ejemplo, al inspeccionar un componente mecánico, los cambios en el brillo pueden revelar el contorno de un agujero, el borde de una superficie mecanizada o la ubicación de una marca grabada.
Debido a que una imagen en escala de grises puede contener una gran cantidad de datos, procesar cada nivel de brillo puede requerir recursos computacionales significativos. En aplicaciones industriales de alta velocidad, a menudo se utilizan técnicas de procesamiento adicionales para reducir la carga computacional y mejorar la velocidad de inspección.
Procesamiento de Imágenes Binarias: Simplificando Imágenes para un Análisis Más Rápido
El procesamiento de imágenes binarias se utiliza comúnmente cuando el objetivo es separar un objeto de su fondo de manera rápida y eficiente.
El proceso comienza convirtiendo una imagen en escala de grises en una imagen binaria, donde a cada píxel se le asigna uno de solo dos valores posibles. Los píxeles se clasifican como negros o blancos según un umbral de brillo seleccionado. Las áreas más brillantes que el umbral reciben un valor, mientras que las áreas más oscuras reciben el otro.
Esta conversión simplifica drásticamente la imagen. En lugar de analizar cientos de niveles de brillo, el sistema solo necesita distinguir entre dos regiones. Como resultado, los cálculos se vuelven más rápidos y las características del objeto son más fáciles de identificar.
Una vez que el objeto ha sido separado del fondo, el sistema puede realizar mediciones adicionales. Puede calcular el área del objeto, el ancho, la altura, el perímetro, la orientación, la posición centrada o la forma geométrica. También puede contar objetos, verificar presencia o ausencia, y detectar componentes faltantes.
Por ejemplo, en una línea de ensamblaje, el procesamiento de imágenes binarias puede determinar rápidamente si una pieza está presente en la ubicación correcta antes de que comience el siguiente paso de fabricación. Debido a su velocidad y simplicidad, este método se utiliza ampliamente en inspecciones de alto volumen y aplicaciones de clasificación automatizada.
Medición Basada en Distancia: Midiendo Posición y Forma en Tres Dimensiones
Algunas aplicaciones requieren más que una imagen bidimensional. En estas situaciones, el sistema debe determinar qué tan lejos está un objeto del sensor y medir su forma tridimensional. Los métodos de medición basados en distancia están diseñados para este propósito.
El proceso implica recopilar información sobre la distancia física entre el sensor y diferentes puntos en la superficie del objeto. Usando esta información, el sistema puede calcular la altura, la profundidad, el contorno, la orientación y la posición espacial.
Un enfoque común es la medición por triangulación. En este método, un haz de láser o patrón de luz estructurada se proyecta sobre la superficie del objeto. La luz reflejada se observa desde un ángulo diferente por una cámara o sensor. Al analizar la relación geométrica entre la fuente de luz, el objeto y la cámara, el sistema calcula la distancia a puntos específicos de la superficie.
Otro enfoque ampliamente utilizado es la visión estereoscópica. Esta técnica utiliza dos cámaras posicionadas en diferentes lugares, similar a cómo se puede estimar la profundidad desde dos ángulos de visualización diferentes. Ambas cámaras capturan imágenes del mismo objeto simultáneamente. El sistema compara características de imagen correspondientes y calcula información sobre la profundidad a partir de las diferencias entre las dos vistas.
La medición basada en la distancia permite que los sensores visuales generen datos tridimensionales, lo que hace posible inspeccionar formas complejas, medir perfiles de objetos, estimar volúmenes y determinar ubicaciones precisas de los objetos.
Estas capacidades son particularmente importantes en aplicaciones como la recogida robótica, el ensamblaje automatizado, el paletizado, la recogida en contenedores, la inspección dimensional y el control de calidad en 3D.
Soporte para la Detección de Objetos y la Guía Robótica
Los tres enfoques de medición a menudo se utilizan juntos dentro de un único sistema de visión. Una imagen de brillo puede ser utilizada para identificar características de la superficie, el procesamiento binario puede aislar el objeto de su fondo, y la medición de distancia puede proporcionar datos de posición tridimensional.
Al combinar estas técnicas, los sensores visuales pueden realizar una amplia gama de tareas industriales. Pueden detectar objetos, medir dimensiones, reconocer formas, rastrear movimientos, verificar la calidad del ensamblaje, determinar la orientación del objeto y proporcionar información de posicionamiento para los sistemas robóticos.
Como resultado, los sensores visuales se han convertido en componentes esenciales en la automatización moderna. Su capacidad para recopilar información visual precisa sin contacto físico permite inspecciones más rápidas, mediciones más confiables, un mejor control de procesos y una guía robótica precisa en una amplia gama de aplicaciones de manufactura e industrial.
Comparación de Sensores Fotoeléctricos y Sensores Visuales
Comprendiendo la Diferencia Entre las Dos Tecnologías
Los sensores fotoeléctricos y los sensores visuales se utilizan ambos para detectar y monitorear objetos en sistemas automatizados, pero difieren en gran medida en la cantidad de información que pueden recopilar y procesar.
Un sensor fotoeléctrico está diseñado principalmente para determinar si un objeto está presente o ausente en una ubicación específica. Su operación es relativamente simple. Se emite un haz de luz hacia un área objetivo, y el sensor monitorea si ese haz se refleja, se interrumpe o se recibe. Basado en esta señal, el sistema determina si un objeto ha ingresado a la zona de detección.
Este método es efectivo para tareas básicas de detección, como contar productos en una cinta transportadora, detectar la llegada de un paquete, confirmar la presencia de un componente o activar el siguiente paso en un proceso de producción. Sin embargo, la información proporcionada generalmente se limita a un resultado de detección simple.
Los sensores visuales operan a un nivel de inspección mucho más alto. En lugar de depender de una única señal de luz, capturan una imagen completa del objeto y analizan múltiples características visuales simultáneamente. Esto permite al sistema recopilar información detallada sobre el objeto en lugar de simplemente confirmar su presencia.
Capacidades de Inspección
La mayor diferencia entre los sensores fotoeléctricos y los sensores visuales es la cantidad de información que se puede extraer durante la inspección.
Un sensor fotoeléctrico puede típicamente responder una pregunta básica como si un objeto está presente, ausente o posicionado dentro de un área de detección. Si bien esto es suficiente para muchas tareas de automatización simples, no proporciona información sobre la condición o características del objeto.
Un sensor visual puede realizar inspecciones mucho más completas. Después de capturar una imagen, el sistema puede analizar la forma, tamaño, posición, orientación, color, condición de la superficie, marcas, patrones, dimensiones y características de ensamblaje dentro del mismo ciclo de inspección.
Por ejemplo, considere un producto que se mueve a lo largo de una cinta transportadora. Un sensor fotoeléctrico puede solo confirmar que el producto ha llegado a la estación de inspección. Un sensor visual puede determinar si el producto es el modelo correcto, verificar sus dimensiones, comprobar la ubicación de las etiquetas, confirmar un ensamblaje correcto, identificar defectos en la superficie y medir su posición para manipulación robótica.
Debido a que se pueden realizar múltiples inspecciones a partir de una sola imagen, los sensores visuales ofrecen una capacidad de inspección significativamente mayor dentro de un solo sistema.
Reducción de Requisitos de Hardware
En los sistemas de automatización tradicionales, a menudo se requerían múltiples sensores fotoeléctricos para realizar una serie de tareas de inspección.
Por ejemplo, un sensor podría detectar la presencia del producto, otro podría verificar la altura, un tercero podría confirmar la orientación, y sensores adicionales podrían instalarse para revisar la posición o contar productos. A medida que aumentaban los requisitos de inspección, el número de sensores, soportes de montaje, cables y puntos de ajuste también tendía a aumentar.
Los sensores visuales a menudo pueden reemplazar muchos de estos dispositivos individuales. Una sola imagen de cámara contiene una gran cantidad de información que puede analizarse simultáneamente. En lugar de instalar varios dispositivos de detección separados, un solo sensor visual puede realizar múltiples funciones de inspección dentro de un sistema integrado.
Esta reducción en el hardware puede simplificar el diseño del sistema, reducir la complejidad del cableado, minimizar el espacio de instalación y disminuir los requisitos de mantenimiento.
Adaptabilidad a Cambios de Posición y Orientación
Una de las ventajas más importantes de los sensores visuales es su capacidad para manejar variaciones en la posición y orientación de los objetos.
En muchas aplicaciones de detección fotoeléctrica, los objetos deben pasar por un lugar específico con alineación consistente. Si la posición del objeto se desplaza más allá del rango de detección del sensor, pueden ocurrir lecturas incorrectas. Para evitar este problema, los fabricantes a menudo utilizan rieles guía, fijaciones, mecanismos de posicionamiento o sensores adicionales para mantener una colocación consistente del objeto.
Los sensores visuales ofrecen una mayor flexibilidad porque inspeccionan una imagen completa en lugar de depender de un solo punto de detección. Cuando un objeto se mueve ligeramente dentro del campo de visión de la cámara, los algoritmos de procesamiento de imágenes pueden localizar el objeto y continuar el proceso de inspección.
Por ejemplo, si un paquete llega ligeramente desfasado de su posición esperada, el sensor visual puede identificar el paquete dentro de la imagen, determinar su ubicación real y realizar las mediciones requeridas utilizando esa posición actualizada. Esta capacidad reduce la dependencia de sistemas de posicionamiento mecánico altamente precisos.
Como resultado, los sensores visuales son particularmente valiosos en aplicaciones donde los productos pueden llegar con pequeñas variaciones en la colocación, rotación u orientación.
Flexibilidad de Software y Cambios de Producto
Otra gran ventaja de los sensores visuales es su flexibilidad basada en software.
En muchos sistemas fotoeléctricos, los cambios en los requisitos de producción pueden requerir modificaciones físicas. Puede ser necesario instalar nuevos sensores, ajustar posiciones de montaje o recalibrar configuraciones de detección. Estos cambios pueden aumentar el tiempo de configuración y la complejidad del sistema.
Los sensores visuales a menudo pueden adaptarse a través de configuración de software. Los parámetros de inspección, límites de medición, patrones de referencia y criterios de aceptación pueden actualizarse sin cambios significativos en el hardware.
Por ejemplo, una línea de fabricación puede producir varios modelos de productos que difieren en tamaño, forma, diseño de etiqueta o disposición de componentes. En lugar de reemplazar sensores o rediseñar la estación de inspección, los operadores pueden seleccionar un programa de inspección diferente o cargar una nueva receta de producto. El sensor visual aplica entonces las reglas de inspección apropiadas para ese producto.
Esta flexibilidad hace que los sensores visuales sean adecuados para la fabricación de mezcla alta, frecuentes cambios de productos, producción personalizada y sistemas de fabricación automatizados modernos.
Resumen de Ventajas Clave
Si bien los sensores fotoeléctricos siguen siendo muy efectivos para tareas de detección simples, los sensores visuales ofrecen un rango de capacidades de inspección mucho más amplio.
Al capturar y analizar imágenes, los sensores visuales pueden evaluar múltiples características del producto al mismo tiempo, reduciendo la necesidad de numerosos dispositivos de detección individuales. Pueden acomodar variaciones en la posición del objeto, apoyar cambios rápidos de producto a través de configuraciones de software y realizar inspecciones detalladas que van mucho más allá de la simple detección de presencia.
Por estas razones, los sensores visuales se han convertido en una tecnología cada vez más importante en robótica, inspección automatizada, control de calidad, sistemas de embalaje, operaciones de ensamblaje y entornos de fabricación avanzada, donde la flexibilidad, precisión y una inspección rica en información son esenciales.
Aplicaciones de Visión Artificial y Sensores Visuales
La visión por computadora y los sensores visuales se utilizan en aplicaciones donde los objetos deben ser detectados, identificados, medidos, inspeccionados, clasificados, posicionados o rastreados. Al capturar imágenes y analizarlas automáticamente, estos sistemas pueden realizar tareas de inspección y medición a una velocidad y nivel de consistencia que son difíciles de alcanzar a través de métodos manuales.
El proceso típico comienza con la adquisición de imágenes. Las cámaras capturan imágenes del objeto objetivo, y el software de procesamiento de imágenes extrae información visual importante. Luego, el sistema compara los datos recopilados con estándares predefinidos, imágenes de referencia o criterios de medición. Según los resultados, puede generar decisiones de inspección, proporcionar datos de medición, activar alarmas, guiar robots o controlar equipos de producción.
Debido a que la visión por computadora opera sin contacto físico, es muy adecuada para aplicaciones que involucran productos frágiles, líneas de producción de alta velocidad, ambientes peligrosos y tareas de medición de precisión. Su combinación de velocidad, precisión, repetibilidad y capacidad de automatización ha llevado a una adopción generalizada en muchas industrias.
Agricultura
La agricultura es una de las áreas de aplicación en crecimiento para la visión por computadora. Las operaciones agrícolas modernas dependen cada vez más de los sistemas de sensores visuales para mejorar la calidad del producto, reducir los requisitos de mano de obra y apoyar la toma de decisiones basada en datos.
La visión por computadora se utiliza comúnmente para:
• Inspección de calidad de frutas
• Evaluación de madurez de frutas
• Monitoreo del crecimiento de cultivos
• Detección de malezas
En las operaciones de clasificación de frutas, los productos se mueven a lo largo de una cinta transportadora mientras múltiples cámaras capturan imágenes desde diferentes ángulos. Este enfoque de inspección multi-vista permite que el sistema examine una mayor porción de la superficie de la fruta durante un único ciclo de inspección.
Por ejemplo, en un sistema de clasificación de manzanas, las cámaras capturan imágenes mientras las manzanas giran o se mueven a través de la estación de inspección. El software analiza el color de la superficie, la forma, el tamaño, los golpes, las imperfecciones, las grietas y otros defectos visibles. Según los estándares de clasificación predefinidos, cada manzana se asigna automáticamente a la categoría de calidad apropiada.
La visión por computadora también puede apoyar la gestión de cultivos. Las imágenes recolectadas de cámaras montadas en tractores, drones o sistemas de monitoreo de campo pueden utilizarse para evaluar el crecimiento de los cultivos, identificar plantas no saludables, estimar niveles de madurez y localizar malezas dentro de áreas cultivadas.
A pesar de estas ventajas, las aplicaciones agrícolas presentan desafíos únicos. Los entornos al aire libre a menudo implican condiciones de luz solar cambiantes, sombras, variaciones climáticas, fondos complejos, polvo y diferencias naturales entre plantas. Estos factores pueden afectar la calidad de la imagen y la precisión de la inspección. Como resultado, la investigación continua busca mejorar la fiabilidad y robustez de los sistemas de visión por computadora en condiciones reales de campo.
Fabricación Industrial
La fabricación industrial es una de las áreas más establecidas y ampliamente adoptadas de la visión por computadora.
En entornos de fabricación, los productos pasan por múltiples etapas de producción y deben ser inspeccionados repetidamente para garantizar calidad y consistencia. La inspección manual puede volverse difícil cuando los productos son pequeños, las velocidades de producción son altas o los criterios de inspección son complejos. La visión por computadora aborda estos desafíos al realizar inspecciones de manera automática y consistente a lo largo del proceso de producción.
La visión por computadora se utiliza ampliamente para:
• Identificación de productos
• Inspección de etiquetas
• Detección de defectos en PCB
• Inspección de envases
• Inspección de componentes automotrices
• Inspección de semiconductores
• Monitoreo de producción de alimentos
Para la identificación de productos, el sistema puede leer códigos de barras, códigos QR, números de serie y caracteres impresos para verificar la información del producto. Durante la inspección de etiquetas, las cámaras verifican si las etiquetas están presentes, correctamente posicionadas y bien impresas.
En la fabricación de placas de circuito impreso (PCB), la visión por computadora inspecciona las juntas de soldadura, la colocación de componentes, las trazas de conductores y la precisión del ensamblaje. Los pequeños defectos que pueden ser difíciles de identificar mediante inspección manual a menudo pueden detectarse rápidamente a través de análisis de imágenes automatizados.
Las aplicaciones de embalaje utilizan la visión por computadora para verificar la integridad del paquete, confirmar los conteos de productos, inspeccionar sellos, verificar niveles de llenado y asegurar que la información de embalaje sea correcta. En la fabricación automotriz y de semiconductores, la visión por computadora realiza mediciones dimensionales altamente precisas e inspecciones de defectos para mantener estrictos estándares de calidad.
En entornos de producción de alimentos, los sensores visuales monitorean la apariencia del producto, la consistencia del color, el tamaño, la forma y la calidad del embalaje mientras apoyan operaciones de producción de alta velocidad.
Estas capacidades ayudan a mejorar el control de calidad, la eficiencia de producción, la trazabilidad, la consistencia del proceso y la flexibilidad de fabricación.
Procesamiento de Minerales
La visión por máquina también se utiliza en el procesamiento de minerales y el monitoreo de flotación, donde la información visual puede proporcionar información valiosa sobre el rendimiento del proceso.
En sistemas de flotación, las burbujas se forman en la superficie de los tanques de separación de minerales. El tamaño, la forma, el color, la densidad y el movimiento de estas burbujas a menudo reflejan la eficacia del proceso de separación.
Las cámaras capturan continuamente imágenes de la superficie de flotación, mientras que el software de procesamiento de imágenes analiza las características de las burbujas. Los datos recolectados ayudan a los operadores a evaluar las condiciones del proceso y determinar si se necesitan ajustes.
Al monitorear la estructura de las burbujas, la distribución del color, la textura de la superficie y los patrones de movimiento, los sistemas de visión por máquina pueden apoyar un mejor control del proceso, mejorar las tasas de recuperación de minerales y aumentar la eficiencia operativa.
Transporte y Seguridad
La visión por máquina desempeña un papel importante en los sistemas modernos de transporte y seguridad.
En sistemas de transporte inteligente (ITS), las cámaras monitorean continuamente carreteras, intersecciones, estaciones de peaje y carriles de tráfico. Las imágenes capturadas se analizan para identificar vehículos, contar el flujo de tráfico, detectar violaciones de carril, reconocer matrículas y monitorear las condiciones de la carretera.
La tecnología de sensores visuales también se utiliza ampliamente en sistemas de seguridad y vigilancia. Las cámaras monitorean áreas protegidas y proporcionan datos de imagen para actividades como control de acceso, monitoreo de perímetros, seguimiento de objetos y detección de eventos.
Al procesar grandes volúmenes de información visual automáticamente, la visión por máquina ayuda a mejorar la eficiencia operativa y apoya respuestas más rápidas a las condiciones cambiantes.
Imágenes Médicas
La imagen médica es otra área de aplicación importante para la tecnología de visión por máquina.
Los sistemas de atención médica modernos generan grandes cantidades de imágenes médicas que requieren un análisis cuidadoso. La visión por máquina asiste a los profesionales médicos al mejorar las imágenes, identificar estructuras importantes y apoyar evaluaciones diagnósticas.
Las técnicas de visión por máquina se aplican comúnmente a:
• Imágenes de rayos X
• Imágenes por Resonancia Magnética (IRM)
• Imágenes por Tomografía Computarizada (TC)
El proceso de análisis a menudo implica detectar estructuras anatómicas, medir dimensiones, resaltar anormalidades y comparar características de imágenes con patrones médicos conocidos. Estas herramientas ayudan a mejorar la eficiencia en la interpretación de imágenes y apoyan evaluaciones clínicas más precisas.
A medida que las tecnologías de imagen médica continúan avanzando, la visión por máquina se está volviendo cada vez más importante en el apoyo diagnóstico, la planificación de tratamientos y la investigación en salud.
Investigación Científica
La investigación científica a menudo requiere la observación y el análisis de objetos que son demasiado pequeños, numerosos o complejos para evaluar de manera eficiente mediante métodos manuales. La visión por máquina proporciona a los investigadores herramientas automatizadas para la adquisición de imágenes, medición y clasificación.
Las aplicaciones incluyen:
• Análisis de materiales
• Análisis biológico
• Análisis químico
• Investigación en ciencias de la vida
• Conteo y clasificación de células sanguíneas
• Análisis de cromosomas
• Identificación de células cancerosas
En laboratorios biológicos, los sistemas de visión por máquina pueden capturar imágenes microscópicas e identificar automáticamente tipos celulares específicos. Durante el análisis de sangre, el sistema puede contar células, medir características celulares y clasificar diferentes categorías celulares. En la investigación genética y médica, las técnicas de procesamiento de imágenes ayudan con el análisis de cromosomas y la identificación de estructuras celulares anormales.
Los investigadores también utilizan la visión por máquina para analizar superficies de materiales, observar reacciones químicas y recopilar datos cuantitativos de experimentos. El análisis automatizado de imágenes mejora la consistencia de las mediciones y permite procesar conjuntos de datos grandes de manera más eficiente.
Beneficios en Múltiples Industrias
La amplia gama de aplicaciones de visión por máquina demuestra su valor en entornos industriales y no industriales.
Al combinar adquisición de imágenes, análisis automatizados, medición, reconocimiento de patrones y funciones de toma de decisiones, los sistemas de visión por máquina pueden transformar la información visual en datos accionables. Esta capacidad apoya procesos de inspección, monitoreo y control más efectivos.
Ya sea que se utilice en agricultura, manufactura, procesamiento de minerales, transporte, seguridad, atención médica o investigación científica, la visión por máquina ayuda a mejorar la precisión, eficiencia, consistencia, productividad y calidad de la toma de decisiones. Estas ventajas han hecho que la visión por máquina y los sensores visuales sean tecnologías esenciales en la automatización moderna y sistemas inteligentes.
Historia del Desarrollo y Evolución de Sensores Visuales
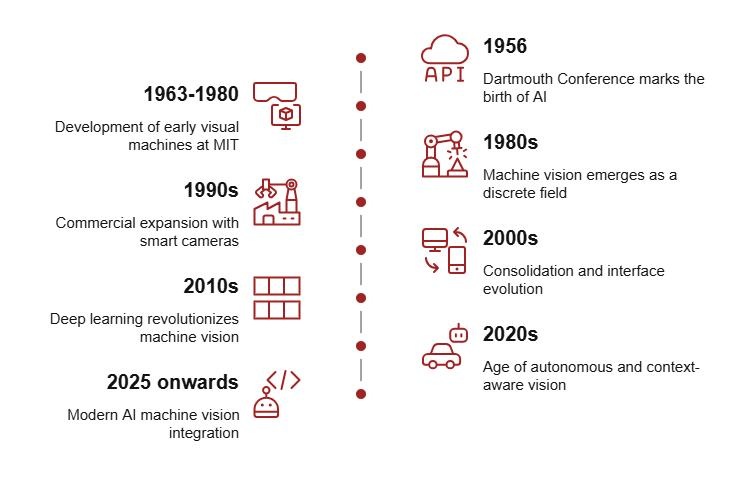
Desarrollo Temprano de la Tecnología de Sensores Visuales
La tecnología de sensores visuales comenzó a emerger a finales de la década de 1950 a medida que los avances en electrónica, dispositivos de imagen y sistemas informáticos crearon nuevas posibilidades para la inspección automatizada y la percepción de máquinas. Los investigadores buscaron métodos que permitieran a las máquinas recopilar información visual de su entorno y utilizar esa información para apoyar operaciones automatizadas.
Los primeros sistemas visuales eran relativamente simples y estaban limitados por las capacidades de las cámaras disponibles, el hardware de procesamiento y los dispositivos de almacenamiento. La adquisición de imágenes era lenta, los recursos informáticos eran escasos y solo se podían realizar funciones básicas de análisis de imágenes. A pesar de estas limitaciones, estos primeros desarrollos establecieron la base para la tecnología moderna de visión por computadora.
A medida que los ordenadores se volvieron más potentes y la tecnología de sensores de imagen mejoró, los sensores visuales fueron cambiando gradualmente de proyectos de investigación en laboratorios a herramientas industriales prácticas.
La aparición de la investigación sobre visión robótica
Durante la década de 1960, los esfuerzos de investigación se expandieron hacia la visión robótica, centrándose en permitir que las máquinas reconocieran e interactuaran con objetos dentro de su entorno. Los primeros estudios normalmente involucraban entornos controlados en interiores que contenían objetos con formas simples y ubicaciones predecibles.
Los investigadores desarrollaron técnicas para detectar bordes, identificar formas geométricas, separar objetos de fondos y determinar posiciones de objetos dentro de una imagen. Estas investigaciones introdujeron muchos conceptos que siguen siendo fundamentales para la visión por computadora moderna, incluyendo segmentación de imágenes, extracción de características, reconocimiento de objetos y análisis de patrones.
Aunque las limitaciones informáticas restringieron las capacidades del sistema, este período marcó el comienzo de la percepción visual basada en máquinas y proporcionó la base para futuras tecnologías de automatización.
Expansión a aplicaciones industriales
Para la década de 1970, las mejoras en electrónica y tecnología informática hicieron que los sensores visuales fueran cada vez más prácticos para uso industrial. Los fabricantes comenzaron a adoptar sistemas de visión por computadora para tareas de inspección y medición que eran repetitivas, intensivas en mano de obra o difíciles de realizar de manera consistente a través de la inspección manual.
Algunas de las primeras aplicaciones industriales incluyeron:
• Fabricación de circuitos integrados
• Montaje electrónico de precisión
• Inspección de empaques de bebidas
• Sistemas de control de calidad automatizados
En la producción de semiconductores, los sistemas visuales se utilizaron para inspeccionar patrones de circuitos finos e identificar defectos de fabricación. En las operaciones de montaje electrónico, verificaron la colocación y el alineamiento de los componentes. Los sistemas de empaque utilizaron visión por computadora para inspeccionar etiquetas, niveles de llenado, cierres e integridad del paquete. Estas aplicaciones demostraron la capacidad de los sensores visuales para mejorar tanto la calidad del producto como la eficiencia de la producción.
Avances tecnológicos que aceleraron el desarrollo
El desarrollo de sensores visuales se aceleró gracias a los progresos en varias disciplinas científicas e ingenierías.
Los avances en procesamiento de imágenes digitales mejoraron las técnicas de mejora de imágenes, reducción de ruido y extracción de características. La investigación en reconocimiento de patrones permitió que los sistemas identificaran objetos, símbolos y características visuales recurrentes con mayor precisión. Las mejoras en gráficos por computadora apoyaron una representación y análisis de imágenes más efectivos.
Los estudios de percepción visual humana también influenciaron los métodos de interpretación de imágenes, mientras que los avances en tecnologías informáticas inteligentes mejoraron la clasificación de objetos, el reconocimiento de patrones y las capacidades de toma de decisiones automatizadas.
Estos desarrollos permitieron que los sistemas de visión por computadora fueran más allá de inspecciones simples y realizaran tareas más avanzadas como la guía de robots, clasificación de defectos, seguimiento de objetos, medición dimensional y control de procesos.
Evolución de los dispositivos de imagen
El avance de los sensores visuales ha estado estrechamente conectado a las mejoras en la tecnología de detección de imágenes.
Los primeros sistemas de visión por computadora dependían de la tecnología de tubos de cámara para la adquisición de imágenes. Si bien estos dispositivos permitieron la inspección visual básica, a menudo sufrían de menor calidad de imagen, mayor tamaño físico, menor estabilidad y mayores requisitos de mantenimiento.
La introducción de sensores CCD (Dispositivo de Carga Acoplada) representó un gran avance tecnológico. Los sensores CCD proporcionaron una mejor calidad de imagen, mayor sensibilidad a la luz, mejor fiabilidad y un rendimiento más consistente. Estas ventajas mejoraron significativamente la precisión y efectividad de los sistemas de visión por computadora.
La adopción de la tecnología CCD permitió aplicaciones de inspección, medición y automatización más precisas en una amplia gama de industrias.
Tecnología moderna de sensores visuales
Los sensores visuales modernos ofrecen capacidades muy superiores a las de los sistemas anteriores. Los avances en el diseño de sensores, hardware de procesamiento, tecnologías de comunicación y algoritmos de procesamiento de imágenes han incrementado significativamente el rendimiento y la funcionalidad.
Los sistemas actuales pueden capturar imágenes de alta resolución, procesar grandes cantidades de datos de imagen en tiempo real y realizar análisis complejos en fracciones de segundo. Funciones como el enfoque automático, la adquisición de imágenes a alta velocidad, la imagen tridimensional, el reconocimiento de objetos y las funciones de medición avanzadas están ahora ampliamente disponibles.
A medida que la robótica y la automatización industrial continúan evolucionando, los sensores visuales se han convertido en herramientas esenciales para la inspección, medición, guía robótica, monitoreo de procesos y toma de decisiones automatizada. Hoy en día, desempeñan un papel crítico en la fabricación, producción de electrónica, ensamblaje automotriz, logística, fabricación de semiconductores, producción de dispositivos médicos y otras aplicaciones industriales avanzadas.
Conclusión
La visión artificial mejora la precisión, velocidad y consistencia de la producción al reemplazar la inspección visual manual con análisis de imágenes automatizados. Su rendimiento depende de una iluminación adecuada, selección de cámaras, procesamiento de imágenes, calibración e integración de sistemas. A medida que la fabricación y la automatización continúan avanzando, la visión artificial sigue siendo esencial para el control de calidad, detección de defectos, medición, clasificación y guía robótica.
Preguntas Frecuentes [FAQ]
1. ¿Por qué se considera a menudo que la iluminación es el factor más crítico en el rendimiento del sistema de visión artificial?
La iluminación afecta directamente la calidad de la imagen capturada por la cámara. Incluso una cámara de alta resolución puede tener dificultades para detectar defectos, bordes, marcas o características dimensionales si el objeto no está iluminado adecuadamente. Una buena iluminación mejora el contraste, reduce sombras y reflejos, y resalta características importantes que deben ser inspeccionadas. En muchas aplicaciones de visión artificial, mejorar la configuración de iluminación puede tener un impacto mayor en la precisión de la inspección que actualizar la cámara misma.
2. ¿Cómo logran los sistemas de visión artificial resultados de inspección más consistentes que la inspección manual?
Los sistemas de visión artificial evalúan cada producto utilizando las mismas reglas de inspección programadas, métodos de medición y criterios de aceptación. A diferencia de los inspectores humanos, no se ven afectados por la fatiga, cambios de concentración, condiciones de iluminación o juicio subjetivo. Cada imagen se analiza utilizando algoritmos idénticos, lo que permite al sistema producir resultados altamente repetibles a través de miles de ciclos de inspección. Esta consistencia ayuda a los fabricantes a mantener estándares de calidad estables y reducir la variabilidad de la inspección.
3. ¿Por qué los sensores visuales son más flexibles que los sensores fotoeléctricos tradicionales en los sistemas de automatización modernos?
Los sensores fotoeléctricos están diseñados típicamente para detectar la presencia o ausencia de un objeto en un lugar específico. Los sensores visuales van mucho más allá al capturar imágenes completas y analizar múltiples características simultáneamente. Un solo sensor visual puede inspeccionar tamaño, forma, posición, orientación, color, marcas y condiciones de superficie durante un ciclo de inspección. Además, los criterios de inspección a menudo pueden ser modificados a través de actualizaciones de software en lugar de cambios de hardware, lo que hace que los sensores visuales sean altamente adaptables a variaciones de producto y cambios en la fabricación.
4. ¿Cómo apoya la visión artificial la guía robótica y las operaciones de manufactura automatizadas?
La visión artificial proporciona a los robots información precisa sobre la ubicación, orientación, dimensiones y posicionamiento de los objetos. Después de capturar y procesar una imagen, el sistema de visión calcula las coordenadas y envía esta información al controlador del robot. El robot puede luego ajustar sus movimientos para realizar tareas como operaciones de recogida y colocación, ensamblaje, clasificación, embalaje o inspección de calidad. Esta capacidad permite que los sistemas automatizados manejen productos que pueden llegar en diferentes posiciones u orientaciones, manteniendo alta precisión y eficiencia.
5. ¿Por qué se ha vuelto cada vez más importante la visión artificial en industrias como la fabricación, agricultura, salud y transporte?
La visión artificial combina adquisición de imágenes, análisis automatizado, medición y toma de decisiones en una sola plataforma tecnológica. En la fabricación, mejora el control de calidad y la eficiencia de producción. En agricultura, apoya el monitoreo de cultivos y la clasificación de productos. En el cuidado de la salud, asiste en el análisis de imágenes médicas y soporte de diagnóstico. En transporte, permite el monitoreo del tráfico y el reconocimiento de matrículas. Debido a que la visión artificial puede procesar grandes cantidades de información visual de manera rápida, precisa y consistente, se ha convertido en una tecnología clave para la automatización, inspección, monitoreo y toma de decisiones inteligentes en muchas industrias.
Blog relacionado
-
¿Cuántos ceros en un millón, mil millones, billones?
![¿Cuántos ceros en un millón, mil millones, billones?]()
29/07/2024
Millones representan 106, una cifra fácilmente comprensible en comparación con los elementos cotidianos o los salarios anuales. Mil millones, equiva... -
Hoja de datos MOSFET IRLZ44N, circuito, equivalente, pinout
![Hoja de datos MOSFET IRLZ44N, circuito, equivalente, pinout]()
28/08/2024
El IRLZ44N es un MOSFET de potencia N-canal ampliamente utilizado.Reconocido por sus excelentes capacidades de conmutación, es muy adecuado para nume... -
Temperatura de la batería demasiado baja, la carga se detuvo.¿Cómo solucionarlo?
![Temperatura de la batería demasiado baja, la carga se detuvo.¿Cómo solucionarlo?]()
06/10/2024
Los problemas de carga de la batería del teléfono móvil son comunes, pero se pueden administrar de manera efectiva.La temperatura juega un papel im... -
Guía integral del transistor BC547
![Guía integral del transistor BC547]()
04/07/2024
El transistor BC547 se usa comúnmente en una variedad de aplicaciones electrónicas, que van desde amplificadores de señal básicos hasta circuitos ... -
Una guía completa para los multiplexores y su papel en los sistemas digitales
![Una guía completa para los multiplexores y su papel en los sistemas digitales]()
20/09/2025
Los multiplexores son componentes en sistemas digitales, diseñados para canalizar múltiples señales de entrada en una sola línea de salida utiliza... -
Guía integral para SCR (rectificador controlado por silicio)
![Guía integral para SCR (rectificador controlado por silicio)]()
22/04/2024
Los rectificadores controlados por silicio (SCR), o los tiristores, juegan un papel fundamental en la tecnología de electrónica de potencia debido a... -
LR621, SR621SW, 364, equivalentes y reemplazos de batería AG1
![LR621, SR621SW, 364, equivalentes y reemplazos de batería AG1]()
15/07/2024
Las baterías de botones LR621 y SR621SW prevalecen en dispositivos electrónicos compactos como relojes, juguetes pequeños, calculadoras y claves re... -
Fundamentos de los circuitos de operación
![Fundamentos de los circuitos de operación]()
28/12/2023
En el intrincado mundo de la electrónica, un viaje hacia sus misterios invariablemente nos lleva a un caleidoscopio de componentes de circuito, tanto... -
Comparación de diferencias y aplicaciones de NMOS y PMOS
![Comparación de diferencias y aplicaciones de NMOS y PMOS]()
15/11/2024
Comprender las diferencias entre los transistores NMO y PMOS es importante para diseñar circuitos eficientes.Los NMOS (tipo N-óxido-óxido-semicondu... -
CR2450 vs CR2032 Comparación: todo lo que necesita saber
![CR2450 vs CR2032 Comparación: todo lo que necesita saber]()
15/09/2025
Las baterías de los botones como CR2450 y CR2032 alimentan muchos productos electrónicos cotidianos, desde relojes y controles remotos hasta disposi...










Piezas calientes
- EP2C35F672C8N
- LC75394NED
- 08055U2R7BAT4A
- MM3Z10VT1G
- CGA5L3X8R2A334M160AD
- GRM1555C1E9R2CA01D
- D751543ZZQKRG1
- C2012X5R2A683K085AA
- BUF08822AIPWPRG4
- 12062C102KAT4A
- THS4222DGNRG4
- ADS7844NB
- PM400DSA060-01
- EPF10K50SQC240-2
- MCP9700AT-E/LT
- LSDVCD2000
- SC1166CSW.TR
- SC1185ASW
- MG50J6EL1
- DDC001TR
- 12101C682MAT2A
- C1005JB1V155M050BC
- RT8900GC
- FDB14N30TM
- LM22676MR-ADJ
- MB89097PFV-G-155-ERE1
- SMMBTA92LT1G
- TLV5610IYZR
- LT1871IMS-7
- CWR11KH685KC
- GRJ319R72A104KE11L
- AD9880KST-100
- LM2576S-ADJ
- ADS7846I
- WIN780P4FBI-166B1
- M61503FP
- SN75LBC241DW
- SP3239EEA-L
- RT0603DRE07165KL
- LM5166YDRCR
- MAX3232ECAE+
- XR68C192IJTR-F
- GWIXP465ADT
- M36W0R6040T8ZAQE
- MSD61988
- QCA6410-AL3C
- SDED5-002G-NCT
- TN80C196KC-20
- UPD7508G
- MC33PF8100EAES